
Circular manufacturing needs to reinvent N660
N660 Carbon Black is an important piece in manufacturing rubber tires and other products. However, its production has enormous environmental and health impacts, and industry leaders and policymakers must rethink this grade of feedstock if they envision a more circular future.
Finding sustainable pathways that can replace N660 has been challenging, but now some innovative products are on the market. In this article, you will learn about recovered Carbon Black (rCB), a sustainable option to make the tire industry more circular, and how its chemical and physical properties compare with N660.
What is N660 Carbon Black?
N660 Carbon Black is a granular, odourless, synthetic material produced by the oil furnace and lampblack methods.
N660 describes the grade and properties of virgin Carbon Black (vCB), including surface area, particle size, aggregate type, porosity, and surface chemistry. Understanding how these properties affect vCB’s performance can help find sustainable opportunities for N660. Let’s look at each property below:
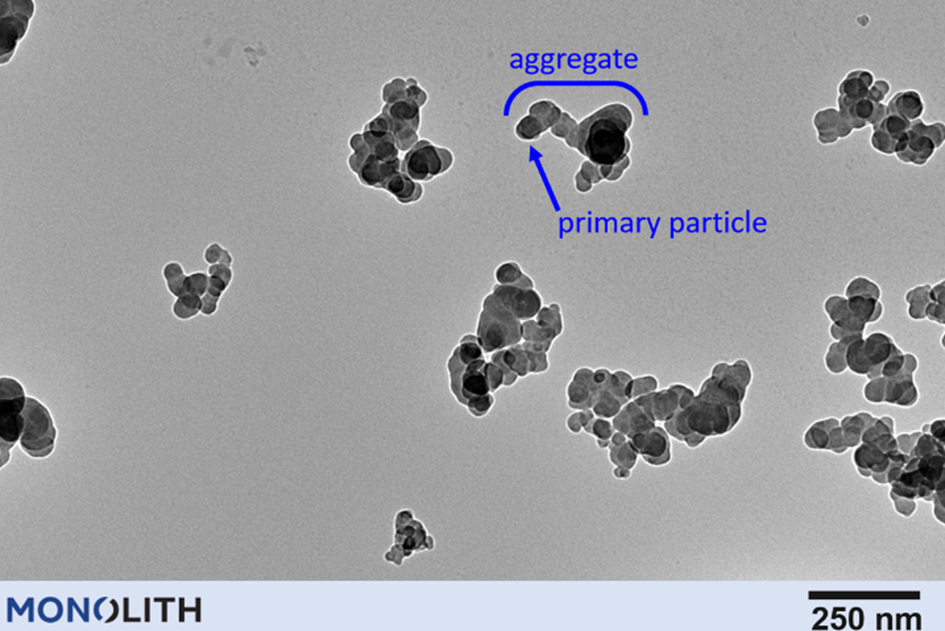
Figure 1: N660 is made of small spherical particles that form aggregates measuring 250 nm. (Image credits: Nature of Carbon Black Reinforcement of Rubber: Perspective on the Original Polymer Nanocomposite)
1. Particle Size
The particle size determines the reinforcing properties, tint or blackness, and dispersion. N660 has a 56-70 nm particle size and an associated surface area of 35-36 m2/g.
As N660 particles are intermediate in size, they work well as fillers for rubber. Since the particles are coarse, the tint strength is low: finer particle size improves intensity. Also, this grade of Carbon Black doesn’t deform easily and has a low heat build-up, which means it has low hysteresis.
Due to these properties, vehicle tires made with N660 suffer less loss of energy brought about by the deformation of tires.
2. Structure
Carbon Black particles form chains called aggregates. The length and shape of the aggregates determine the reinforcement, fluid absorption, dispersion, hardness, and rheological properties of different Carbon Black grades. The mean aggregate diameter of N660 ranges between 168 to 250 nm.
N660 has good modulus, dispersion, and hardness.
Rheological properties, which indicate particle flow within the aggregate, show how the compound expands between surfaces to influence electrical conductivity and viscoelastic behaviour.
Due to N660’s small aggregate structure, its viscosity is low and its elasticity is high. This lowers the mechanical energy loss/rolling resistance of tires made using N660.
3. Surface chemistry
Various elements, like oxygen, carbon, and sulphur, found at the surface of Carbon Black interact with other substances. For example, these elements bind and stabilise polymers in rubber. The surface chemistry of N660 changes under very high temperatures from 900 to 1200 oC, for example, by removing oxygen-containing functional groups.
4. Porosity
Carbon Blacks have pores within the structure that are a few nanometers in size. N660 has a closed or low porosity as the pores don’t open to the surface, which decreases its viscosity.
What is the specification of N660 Carbon Black?
N660’s coarse particles with a medium-low structure and low surface area have good reinforcement qualities such as tensile strength, dispersion, and elasticity; low viscosity; and one of the highest loading capacities of any Carbon Black. It’s important to remember that N660’s properties will differ depending on the manufacturing process, the feedstock used, and the heat treatment. You can expect to find a range of commercial N660 carbon specifications on the market, and sustainable sources must meet industrial standards to fully reduce the footprint of a wide variety of products.
Popular N660 Carbon Black use cases
N660 is mostly used as a filler to enhance the tensile strength of synthetic and natural elastomers (rubber).
Usually, high loading or using more Carbon Black in rubber formation reduces the tensile strength of rubber, as Carbon Black particulates will cluster together. N660 has the highest loading or phr (parts per hundred of raw elastomer), so N660 produces stronger rubber comparable to other grades.
N660’s properties are ideal for producing rubber products that require medium reinforcement but need superior dynamic properties of viscoelasticity, low heat buildup, good fatigue resistance, and good flex. Its only drawback is low elongation. For these reasons, N660 is used in producing semi-reinforcing parts of tires, such as inner liners, sealing rings, sidewalls, and cable jackets.
Production of non-tire rubber items, such as moulded and extruded goods uses N660 Carbon Black. N660 is also commonly used in paint pigments, plastics, and inks. Its low viscosity and tint make it ideal for mixing and use in coats.
N660 Carbon Black can also be an excellent fire-retardant in plastic composites, given its low porosity but good strength and dispersion.
Reimagining N660 in the tire industry
Tire manufacturing is the primary industry that uses N660, but its dependence on petroleum-derived vCB is no longer sustainable.
Producing vCBs harms the environment, consuming non-renewable fossil fuels and releasing 2.5 tonnes of CO2 equivalent per tonne of vCB.
Additionally, tire waste is a global problem. Current disposal and recycling methods of end-of-life tires (ELTs) pollute the air, water, and land, and also pose a health and safety risk to people.
Recovered Carbon Black (rCB) produced from ELTs is emerging as a low-carbon footprint alternative to vCB.
One such rCB, produced from pyrolysis improved by Contec’s proprietary method, can recycle 100 per cent of tire waste to recover 85 per cent of materials and reduce pollution. The carbon emissions of this process are a mere 439 kg CO2 equivalent per ton of rCB.
Contec’s rCB, known as ConBlack®, is a sustainable option, allowing tire manufacturers to close the loop to produce circular rubber and pave the way towards achieving low-carbon sustainability targets.
Sustainability in the tire industry
ConBlack®, like other rCBs, is a product produced by recycling a mixture of tires. Therefore, its properties are different from vCBs, requiring a separate grading category.
If rCBs, including ConBlack®, are to replace N660, they have to meet certain specifications, since each rubber type has its own recipe to produce prescribed features and requires Carbon Black with specific properties.
A novel study comparing rCB to N660 in the production of styrene-butadiene rubber (SBR) blends found rCB has potential as an alternative to N660. The study, published in 2020, used different ratios of rCBs with N660 and compared the performance of the Carbon Black in producing elastomers. The results show that, due to its dynamic mechanical properties, rCB can replace some of the N660 used in tires, but not all of it.
However, rCB’s differences from N660, and the presence of impurities present in rCBs from recycled tires, affect its potential as a carbon-friendly solution.
Mechanical properties
Testing showed that commercial rCB has a higher surface area but a lower aggregate size than N660.
- Aggregate size: During the tests, rCB aggregate size was 234 nm whereas the N660 was 315 nm, but both are within industry averages for N660. Moreover, the rCB retained its aggregate size and performed similarly to N660 during the processing and production of the elastomer mixture, when Carbon Black fracture can decrease aggregate size.
- Surface chemistry: The surface chemistry of rCB was similar to N660 even though it was more complex; it contained elements like aluminium, calcium, and zinc, in addition to oxygen, carbon, and sulphur, because of the many additives and fillers used to make tires.
Dynamic mechanical properties
The study found that rCB had a curing, hardness, dispersion, tensile strength, and tear strength comparable to N660, even though rCB had higher heat buildup and elongation at break when used in elastomers.
- Curing effect: The rCB had a higher viscosity than N660 but according to the gel content of SBR compounds, the curing effect of rCB (94.3 per cent) was similar to that of N660 (95.4 per cent), without any influence from the non-carbon elements in rCB.
- Tensile strength: In lower amounts, rCB produces tensile strength similar to N660. Higher amounts of rCB resulted in a 20 per cent fall in tensile strength M300 steel from 15.2 MPa for N660 to 12.4 MPa for rCB. This is due to non-carbon chemicals in rCB from tire wastes. Carbon Black with 20 per cent rCB and 80 per cent N660 had the same tensile strength as pure N660.
- Elongation at break: As rCB proportion increases and tensile strength decreases, elongation at break increases, showing that the rubber can withstand less strain.
- Tear resistance: Even higher amounts of rCB didn’t affect tear resistance that remained comparable to that of N660.
- Rolling resistance: The viscoelastic behaviour of rCB was similar to N660 or better. The tan δ at low (0°C) and high (50°C) temperatures were slightly higher for rCB, indicating an improved wet traction index and higher rolling resistance than the N660.
- Abrasion resistance: At 20 per cent rCB substitution, the abrasion resistance index (ARI) of 130.1 per cent was nearly the same as that of the highest ARI value (131.1 per cent) for pure N660. However, increasing the rCB amounts lowered the abrasion resistance, due to impurities.
- Heat buildup: The heat buildup increased when the rCB percentage was high due to impurities but was still comparable to N660 at lower concentrations.
The study’s insights show that rCB can replace as much as 20 per cent of N660 in a mixture without affecting the stress-strain properties of rubber, such as tensile strength and rolling and abrasion resistance of SBR compounds produced for tires.
Replacing 20 per cent of vCBs with ConBlack® can be a sustainable and circular solution for the tire industry. Get in touch to learn more about Contec’s sustainable solutions.
If you liked reading this article, we recommend the following content: