Tire waste statistics in 2024
End-of-life tires (ELTs) are more than discarded rubber in landfills.
They represent a significant environmental and social issue that demands our attention. Despite commitments to recycling and environmental responsibility, the problem of tire waste is escalating. Globally, an estimated one billion ELTs are discarded yearly, and this waste flow is growing dynamically.
But what’s causing this escalating problem? This article explores the impact of ELTs on our society and environment, as well as statistics and insights surrounding tire waste.
Subscribe to the Contec Monthly on our LinkedIn Page and gain relevant insights into circularity and sustainable business models.
A growing tire market
Tires are everywhere.
As we explore the tire market’s expansion, two key drivers emerge contributing to the increasing production of new cars and the subsequent rising demand for tires. These dynamics highlight how changes in the automotive industry affect tire use and waste management.
The rise of new cars
With car production set to hit 98.9 million per year by 2025, the challenge of tire waste becomes clearer. In 2020, the European Union (EU) had 294 million passenger cars and 41 million trucks, and by 2040, the world is expected to have 2 billion cars and 790 million trucks. This means more tires are produced for those cars, and the issue isn’t going away.
Every year, millions of new vehicles hit the road. In 2022, about 65 million cars were sold, with slight growth from the 68 million sold in 2021. India and China are key markets, with India projected to have 150 vehicles per thousand people by 2040.
The rise of new tires
The increasing demand for new vehicles has surged the production of more tires worldwide. The EU is a prime example of this increase in tire production, with 4.2 million tonnes of tires manufactured in 2020. This robust production is fueled by 93 tire production centers scattered across the region.
However, the EU faces a notable imbalance between tire imports and exports.
In 2020:
- Passenger and light commercial vehicle tires: 115.9 million imported, 75.2 million exported
- Truck and bus tires: 5.86 million imported, 5.3 million exported
- Moto and scooter tires: 8.83 million imported, 3.2 million exported
- Agricultural tires: 5.07 million imported, 0.732 million exported
Addressing the import-export imbalance in the tire market, the EU could ramp up their recycling efforts. This may boost the supply of raw materials within the EU, potentially reducing the need to import tires. Moreover, by incorporating stronger sustainable initiatives for recycling used tires, they can create a more self-sufficient and environmentally conscious tire market.
The result: more tire waste
The more cars manufactured, the greater the volume of waste tires produced. This unyielding pattern isn’t sustainable. The petroleum-derived materials used in new tire production aren’t infinite resources. It’s time to reconsider the current approach to tire production and realign it with the principles of the circular economy.
Imagine this: In the USA alone, a staggering 317 million waste tires are discarded annually—9 tires every second. And every year, there’s a new waste tire for every person in the country.
What happens to all these tires once they’re no longer on the road? A significant portion of them, around 75%, end up in landfills. ELTs make up nearly 2% of total global waste, leading to environmental and health hazards due to improper waste management.
Fortunately, technology exists to recycle nearly all tire components, from rubber to steel. Europe leads the way in tire recycling, giving tires a new life, and demonstrating that there are viable alternatives to dumping ELTs in landfills.
“We’ve been steadily moving toward the circular economy, where we will break the linear manufacturing model with circular solutions.
We’re at a stage where self-organization at a larger scale is happening, and the industry is more mature, organised, and competent.”
Krzysztof Wróblewski, CEO at Contec
Waste tire management
The proportion of ELTs sent to landfills in the EU decreased from 50% in 1996, to only 4% in 2015.
Various ELT treatment methods have been employed to reduce landfilling, including pyrolysis, recycling, retreading, and energy recovery. Despite these efforts, the current level of ELT recovery remains inadequate.
A 2019 report found that, globally, only 42% of ELTs were utilised in material recovery and 15% in energy recovery across 45 surveyed countries: Argentina, Brazil, China, India, Indonesia, Japan, Mexico, Nigeria, Russia, South Africa, South Korea, Thailand, the USA, and the European countries in the ETRMA scope.
In the EU, approximately 95% of ELTs were collected for recycling in 2019, amounting to 3.55 million tonnes. These tires were treated and used as follows:
- 55% or 1.95 Mt for material recovery, including recycling and civil engineering applications.
- 40% or 1.43 Mt for Energy recovery, primarily as fuel in cement kilns and power plants.
- 5% went through miscellaneous processes, including stockpiling.
Notably, millions of waste tires are repurposed as alternative energy sources, known as tire-derived fuel, and burned in kilns for cement, steel, pulp, and paper production.
This market is expected to expand in the future due to its cost-effectiveness and reported reductions in carbon emissions. Tire-derived fuel has the potential to mitigate the environmental impact of many industries while aiding in tire waste disposal.
The environmental impact of ELTs
Tire waste, including carbon emissions, impacts the environment through air, water, and soil pollutants. When old tires end up in the environment, local wildlife and health concerns are just a few of the many problems that can arise.
Managing end-of-life tires
The properties that make tires durable can also make them slow to degrade if ELTs are not appropriately treated. Globally, two-thirds of the billions of ELTs remain untreated and end up as illegal dumps or landfills. These dumped tires have a negative impact because they attract rodents, become a breeding ground for mosquitoes, and emit chemicals as they decompose slowly.
Piling up millions of tires carries the risk of ignition, and tire fires are difficult to put out. Some piles have been left to burn for months, releasing toxic fumes that pollute air and water.
Furthermore, in landfills, the chemical 6PPD added to tires reacts with ground ozone, producing a more toxic form, 6PPD-Q. Also, illegally dumped tires in oceans and seas trap marine animals. For example, over 200 hermit crabs get trapped in tires annually, where they remain stuck and starve.
The good news is that treatments for tire waste have produced measurable environmental benefits. Recycling ELTs and turning them into valuable commodities can prevent the emission of 613 CO2 kg eq. per metric ton.
The environmental, social, and business benefits of tire recycling through pyrolysis include the reduction of:
- Human toxicity (HTP) and ozone layer depletion (ODP) by 90%.
- Abiotic depletion (ADP) of fossil fuels and minerals by 84%.
- CO2 emissions of 2.5 tonnes CO2 for each tonne of virgin carbon black produced.
Wear and tear waste effects
The wear and tear of car tires generates almost 2,000 times more particle pollution than modern car exhausts. In the UK, for instance, around 52% of all the small particle pollution from road transport came from tire and brake wear, plus a further 24% from abrasion of roads and their paint markings. Just 15% of the particle pollution came from car exhausts, and a further 10% came from the exhausts of vans and HGVs.
Tire-wear particles comprise tire fragments, synthetic rubbers, fillers, and road surface particles ranging from nano to microscale and contribute to environmental contamination. With approximately 6 million tonnes of tire wear particles released globally each year, the consequences are twofold:
- Tire particles make up 5-10% of ocean microplastic pollution, posing risks to aquatic life and human health as they enter the food chain.
- 3–7% of particulate matter in the air comprises tire particles, exacerbating air quality issues and impacting public health.
Tire waste is a global problem
The waste produced from ELTs significantly impacts the environment and the health and well-being of humans and wildlife. This global waste problem must be addressed at the business level, with companies incorporating more sustainable product alternatives into their supply chain and developing products that start with sustainable solutions.
At Contec, we enable tire manufacturers to do just this — by providing recovered Carbon Black (ConBlack®), recovered Tire Pyrolysis Oil (ConPyro®), and recovered Steel (ConWire®) from ELTs as sustainable alternatives to current industrial production.
Get in touch to learn more about our solutions.
If you liked reading this article, we recommend the following content:
Linear vs Circular Economy revealed
Embracing the circular economy isn’t just a trend; it’s a necessity for the future of our planet.
As the circular economy gains momentum, it’s becoming essential for corporations, especially manufacturing ones, to take notice and evolve.
The concept of circularity is not new, but in recent years, it has received much attention worldwide, inspiring environmentalists, governments, and businesses alike. To better understand the circular economy and how to transition to this sustainable economic model, it’s essential to recognise what makes it different from the current industrial linear model.
This article reviews key definitions and provides a clear comparison between the linear and circular economic models and will discuss the key drivers to make the transition.
Subscribe to the Contec Monthly on our LinkedIn Page and gain relevant insights into circularity and sustainable business models.
What is the linear economy?
The linear economy operates under a conventional business model where products are purchased, used, and ultimately thrown away. It follows a “take-make-waste” pattern without consideration for recycling or reuse.
Resources are taken from their source and manufactured into consumable products. The residuals of this consumption later accumulate in landfills or are incinerated.
The process in which the linear economy deals with raw materials puts pressure on scarce resources and has little concern for environmental and social impact. Businesses maximise production and consumption for profit, leaving many economic and growth opportunities untapped.
In a world with finite resources, infinite growth is unsustainable. Unchecked consumption could soon lead to reduced food production, population decline, and industry collapse.
What is the circular economy in simple terms?
The circular economy is a system where products and materials are reused, repaired, and recycled to reduce waste and lessen the impact on the environment and society.
The circular business model focuses on extending the life cycle of products while maintaining or improving their value. Resources are utilised efficiently, focusing on sharing, leasing, and repairing products rather than throwing them away after a single use.
The core principles of circular economy are the 4R imperatives: reduce, reuse, recycle, and recover. Producing more durable products that are easier to repair and recycle opens up new business opportunities and fosters innovation.
The circular economy brings together environmental, economic, and social factors to build a more sustainable world. By rethinking our consumption patterns and embracing circular practices, progress can be made towards a future where waste is minimised and resources are preserved.
For those interested in learning more about the circular economy in simple terms, this video by the Ellen MacArthur Foundation breaks down the basics:
What are the key differences between the linear and circular economies?
The main differences between the linear and circular economies are their general approach, vision of value creation or maintenance, perspective when working on sustainability, and adopted business model.
1. Approach
The fundamental difference between these two economic models is that while the linear economy follows the “take-make-waste” step approach, the circular economy follows the 4Rs approach of “reduce, reuse, recycle, and recover”, completely removing waste from the equation.
2. Vision
The circular and the linear systems differ regarding how value is created or maintained. Traditional linear models have short-term revenue in mind and only focus on profitability, creating value through mass production and sales.
The circular approach, on the other hand, has a long-term vision that also considers sustainability throughout a product’s life cycle. Product updates, repair, and regeneration can achieve longer life cycles.
3. Sustainability perspective
When considering sustainability, the linear economy works towards eco-efficiency, trying to achieve the same result while reducing the environmental impact generated. This doesn’t enable circularity, and it only delays the linear flow of resources from production to waste by reprocessing materials into a product with less value (downcycling).
Alternatively, the circular economy attempts to increase the eco-effectiveness of products. The environmental damage here is eliminated and even a positive impact is possible. It abolishes the idea of waste and converts materials into something of greater value than they originally had (upcycling).
4. Business model
The current linear economic model focuses on products that are produced, used, and then thrown away as waste.
The circular model focuses on services by offering a single service that many can use instead of the same product replicated for multiple individuals.
Linear Economy VS Circular Economy
Understanding the fundamental disparities between linear and circular economies doesn’t have to be complicated. Here’s a clear overview to help delineate the key differences between these two economic models:
| Aspect | Linear Economy | Circular Economy |
| 1. Approach | Take-make-waste | Reduce, reuse, recycle, and recover |
| 2. Vision | Short-term profitability | Long-term sustainability |
| 3. Sustainability perspective | Minimising environmental impact | Maximising environmental benefits and resource value |
| 4. Business Model | Product-centric approach | Service-oriented approach |
Transitioning from a linear to a circular economy
Given the planet’s limited resources, the environmental impacts of the traditional linear economy business model are concerning. Governments, companies, and consumers each have a crucial role when transitioning from a linear to a circular model of production and consumption.
The shift to circularity goes beyond recycling and reusing materials. It requires a meticulous evaluation of the impact products and their components have in every step of their lifecycle. It needs actions and policies in place to succeed.
There are many ways to incorporate circular practices in business. Collaboration between businesses and stakeholders across the value chain and a consumer mindset change is essential.
The United Nations Environment Programme (UNEP) explores some key drivers that businesses may consider when transitioning to more circular business models:
1. Entering new markets
The demand for green products and services is growing and the markets for low-emissions offerings are expected to expand further. The transition from a linear economy to a circular model allows companies to enter these new markets and increase their market share.
Companies can also maximise the value of their products by keeping them in the circular loop, extending their lifecycles through reuse, refurbishment, or remanufacturing. The increasing demand for net-zero products is creating unprecedented opportunities for businesses and countries to implement a circular model.
2. Attracting and retaining talent
Purpose-driven companies have higher productivity and growth rates, along with more satisfied workforces with lower employee turnover. A strong commitment to a circular model helps companies attract and retain the best talent. This is especially true among the younger generation that has strong environmental concerns and is eager to get involved and be an active part of the solution.
3. Reducing risk and future-proofing the business
The circular economy seeks to create industrial systems that are restorative or regenerative by intention and design. Shifting from a linear economy to a circular one minimises the use of virgin materials and allows companies to incorporate alternative materials taken from existing products. This can reduce companies’ dependence on suppliers and lessen their corporate risks.
Using more sustainable materials — such as refurbished, renewable, or recycled materials — can improve the supply chain’s resilience and help businesses manage future demand for circular products and meet their customers’ needs.
4. Triggering innovation
When shifting towards a circular economy, companies will need to reevaluate the way they think about products, technologies, processes, and business models. Innovation is a key driver in this transition away from the wasteful linear economy system.
Circularity serves as a “rethinking device”, triggering creative new solutions and boosting innovation rates so that businesses can satisfy key societal and market needs.
5. Reverse logistics
Reverse logistics manages the return of goods and services from consumers to consolidation points, aiming to close gaps in the circular economy by reusing or recycling resources. It’s about making the most of post-consumer materials. Considering reverse logistics during product design can streamline operations and prevent unforeseen costs.
6. Product design
As stated by our CEO, Krzysztof Wróblewski, in an article from Automotive World, product design is crucial in increasing circularity. He emphasised that rethinking the design of everyday items, like tires, can significantly reduce waste.
“Manufacturers can aim to streamline recycling by integrating it into tire designs to increase the use of circular, sustainable raw materials in the automotive industry.”
Krzysztof Wróblewski, CEO at Contec S.A.
Selecting materials that can be easily reused or recycled minimises the need for new resources, while standardised components simplify repair and recycling. Designing durable products advances the transition to the circular economy by reducing replacements, conserving resources, and planning for end-of-life scenarios to ensure efficient material reintegration.
Bringing circularity to the tire industry
At Contec, we believe that the circular economy is pivotal for the tire industry to transition to a more sustainable future. Our mission is to be a driving force, helping to transform the industry towards carbon neutrality.
Currently, we’re contributing to circular principles in two major areas:
- Circular product creation — Our circular products replace petroleum-derived products with high-quality, low-carbon solutions.
- Contec process — We’re continuously optimising our pyrolysis process to be more sustainable and resourceful. Our Szczecin plant runs on 100% renewable energy, generated from our pyrolysis process.
Overall, it’s our vision to close the loop in tire production by enabling a tire-to-tire model and supporting manufacturers with circular solutions in the plastics industry. Get in touch to learn more about our sustainable solutions.
If you liked reading this article, we recommend the following content:
Role models: circularity economy examples in manufacturing
The game-changing outlook of a circular economy is that even when goods are no longer useful, the materials they are made of still have value.
Manufacturing businesses have substantial growth opportunities to use secondary raw materials and save resources from being disposed of in landfills. Companies joining the circular economy can get a slice of this new emerging market, globally worth USD 553 billion in 2023 and expected to see a compound annual growth rate (CAGR) of 13.19% by 2030.
In this article, you will learn:
- How companies are integrating the circular economy in their corporate strategy,
- The importance of supply chains with circular economy examples,
- And the economic benefits that businesses can expect.
Subscribe to the Contec Monthly on our LinkedIn Page and gain relevant insights into circularity and sustainable business models.
What is the circular economy in manufacturing?
Circular manufacturing or circular economy is a means of production, distribution, and consumption where producers bring materials from end-of-life goods back into the economy through reuse, recycling, and recovery instead of disposing of them as waste.
Companies incorporating secondary materials achieve significant material cost savings of USD 700 billion annually by avoiding the expense of extracting and processing virgin natural resources.
Manufacturers are realising that the materials in end-of-life goods still have value, which can be recaptured by rethinking the entire production process to integrate secondary material—starting with product design.
Producers can tap into emerging technology to improve manufacturing systems and use less virgin material, produce less waste, and have limited environmental impact. These new systems are also being created to be flexible and take advantage of unique designs and materials.
Transitioning to circular manufacturing will also require systemic shifts to the supply chain and will depend on collaboration with other stakeholders.
Circular economy examples in manufacturing
Waste diverted from landfills or incineration for reuse in manufacturing can close biological or technological cycles. There are two types of circularity in manufacturing industries:
- Closed loop circularity is where new goods are re-manufactured by reusing, recycling, and refurbishing components or materials from the same industry—for example, the tire-to-tire circularity encouraged by Contec.
- Open loop circularity involves using secondary materials produced from the waste of other industries.
Research from the Ellen MacArthur Foundation found rethinking manufacturing and consumption patterns can reduce carbon emissions by up to 45 per cent. At a time when carbon prices and waste disposal costs are increasing, a circular economy can make businesses competitive by limiting emissions and creating value from end-of-life products.
Accenture strategy suggested, nearly a decade ago, that re-manufacturing would have an economic value of USD 25 trillion. In addition, by using circular raw materials, businesses can improve ROI by:
- Decreasing demand for new materials by 50 to 98 per cent.
- Reducing energy consumption from new manufacturing by 55 to 90 per cent.
- Retaining and recapturing value in existing products through design or novel ownership schemes.
The method by which a manufacturer achieves circularity can be industry- and product-specific. Below are examples to show the creative genius of manufacturers pioneering the transition to a circular economy.
1. Stora Enso Sunila Mill: a pulp-based refinery plant
Stora Enso Sunila Mill in Finland was the first in the world to extract lignin in a pulp-based refinery plant. The pulp and paper industry is one of the largest manufacturing sectors in the world. It uses 12-15 percent of the wood from forests, which could double by 2050, according to the World Wildlife Fund (WWF).
To make the most of the wood they use, Stora Enso Sunila Mill, which owns one of the most extensive private forests in the world, has adopted the circular economy by
reusing, recycling, and recovering materials at the mill.
The business sources pulp from their sustainably managed private forests to make paper and packaging to replace plastic. They also produce circular industrial products that are alternatives to fossil fuel-based non-renewable products:
- Stora Enso extracts lignin from black liquor, the by-product of kraft pulping. The company sells lignin and also makes several products from lignin, like carbon materials for electric automotive batteries and alternatives for fossil fuel-based phenols used in plywood glue and polyols in foams.
- The company recycles wood fibre from pulp waste at least 5-7 times and sometimes as much as 20 times.
- When no more fibre can be extracted, the pulp is used for energy recovery. Moreover, residual fly ash is used for making construction products.
Since the pulp industry is the fourth largest energy consumer in the world, Stora Enso has replaced heavy fossil fuel oil with lignin, sawdust powder, bark, renewable black liquor, and tree pitch oil. The company hopes to reduce emissions from its operations by 50% by 2030.
2. Treetop Biopak: Compostable packages
Treetop Biopak, a UK-based company, produces compostable bioplastic packages. Their bags and films are durable, food grade, water- and puncture-resistant, and printable, making them suitable as packaging for bakery products, fresh produce, retailing, e-commerce, food service, electronics, clothes, etc.
The biopolymers Treetop Biopak uses in manufacturing are made from renewable resources, such as high-sugar plants like corn, sugar, and beetroot, and from a chemically engineered compostable fossil-based resin.
Unlike fossil-fuel-based plastics, bioplastic is compostable and breaks down under certain conditions and time frames to give compost, carbon dioxide, and water. According to Treetop Biopak:
- Home compostable food-grade bags and cling film can be composted in gardens.
- Tubular nets, adhesives, and shrink films need industrial composting facilities that use higher than ambient temperatures of 55 to 60°C to break down the bioplastic.
No microplastics are formed during this composting process, so Treetop Biopak helps to tackle the growing problem of plastic waste. The compost from their bioplastic can be added to soil to grow plants and close the organic loop. This way, their products don’t produce any waste—a key principle of the circular economy.
3. ReSolved Technologies: Closed-loop plastic recycling
A Dutch startup, ReSolved Technologies, has developed a closed-loop recycling solution for engineering plastics in electronic devices and automobiles.
Engineering plastics are complex and contain additives that make recycling difficult. 95 per cent of these plastics are downcycled, incinerated, or landfilled.
ReSolved Technologies’ solvent-based recycling technique removes additives like fillers, flame retardants, and colourants, and separates different types of plastics. The recycled plastics are good quality and they can be used to make engineering plastics again. This technology can be used to complement existing mechanical recycling facilities for plastics.
ReSolved Technologies closes the materials loop by turning electronic waste into new electronic devices. Their plastic recycling technology prevents the extraction of fossil fuels for new production and reduces plastic waste and pollution problems.
4. Batch.Works: Smart and circular manufacturing
Another Dutch startup, Batch.Works, offers 3D printing for “Circular Manufacturing as a Service (CmaaS)” using AI-driven factories.
The company uses circular materials like recycled plastics or agricultural waste from traceable sources to make new parts for the manufacturing industry. They offer smart 3D printing to meet on-demand digital production for just-in-time manufacturing, thus reducing overproduction and waste.
The company has a take-back policy for its products to recycle materials and leverages digital warehousing services from third parties for flexibility and scaling. Its novel manufacturing model creates short supply chains to reduce transportation costs and increase agility.
The short supply chain and digital warehousing cut transport pollution and emissions, and small-batch production makes manufacturing sustainable and cost-effective for client firms.
5. COCO Automotive: Extending the life cycle of vehicles
COCO Automotive was named one of the top 101 automotive startups in the Netherlands for trying to extend the lives of vehicles. They redesign and rebuild cars, replacing combustion engines in existing cars to turn them into electric vehicles.
When refurbishing a car, COCO Automotive reuses materials using the old car frame and other existing components in a closed-loop approach. The refurbished car uses far fewer new materials and little energy compared to manufacturing a brand-new car. This creates a low-impact alternative vehicle that eschews fossil fuels.
The high cost of new electric cars, which are more expensive than combustion cars, has been a significant barrier to mass adoption. COCO Automotive is providing a way for people to get an electric vehicle for less, speeding up the abilities of societies and countries to meet their climate goals.
6. Circunomics: Developing a circular battery platform
Circunomics, a German startup, has created Europe’s largest circular online car battery platform by offering a marketplace for recycling and reusing entire car batteries.
Around 60 per cent of passenger cars are expected to be electric by 2030, requiring the production of millions of batteries. After car batteries reach the end of their life, they still have 80 per cent of their “SoH” (State of Health) left and have monetary value. Circunomics’ platform connects vehicle manufacturers to sources of used batteries which they can integrate into new cars and save money.
The platform also offers battery lifecycle management services, including first-life analytics and simulations of second-life. Tracking performance during the battery’s first life allows Circunomics to estimate stock on hand (SoH) and key performance indicators (KPIs). Using this data, the startup creates a digital twin to simulate the battery’s expected performance in its second life and predict its remaining lifetime.
By promoting reuse, Circunomics’ platform helps vehicle manufacturers reach the stipulated recycled material targets set by the EU. Moreover, reusing batteries reduces hazardous waste, saving the resources to make new ones while avoiding landfills and land pollution.
7. Varme Energy: Advancing Waste-to-Energy (WTE)
Varme Energy develops large waste-to-energy plants. The company operates in Canada and the UK, building Waste-to-Energy (WTE) facilities with integrated carbon capture and storage (CCS) technology.
Many non-hazardous solid waste streams are challenging to segregate and treat. Landfilling increases air, water, and land pollution. Diverting carbonaceous waste (including plastic) from landfills to incineration allows the energy recovery inherent in these materials.
WTE plays a vital role in the circular economy by reducing waste and greenhouse emissions.
Varme Energy technology captures the heat generated from waste incineration and uses it to generate electricity to replace fossil fuels.
8. Circular Technologies: Simplifying ICT Device Management
Circular Technologies is a European startup based in Italy that offers sustainable management solutions for information and communication technology (ICT) goods, such as laptops, monitors, computers, mobiles, printers, servers, etc. They aim to develop a circular market for ICT products used by public and private organisations so that the clients can enjoy the economic and environmental benefits of the circular economy.
The startup has three solutions for ICT waste:
- reSource allows organisations to buy certified refurbished ICT products to save money and reduce their environmental footprints.
- reCover helps organisations develop customised disposal programs for ICT hardware and helps them get cash for their used assets.
- reCert gives circular certification. Companies can document and calculate their economic and environmental impacts, and get certifications in their sustainability reports for disposing of retired ICT products and purchasing refurbished devices.
Using these three solutions, Circular Technologies can help businesses join the circular economy and provide a transparent report of their commitment to sustainability.
9. The Climate Change Company: Repurposing material on roads
The Climate Change Company is Romania-based and recycles plastic and glass waste to produce a novel road construction material called Littar. The material, certified by European regulations, can lay the foundation of roads, pavements, and similar traffic structures.
Existing asphalt factories can produce Littar. The product has better mechanical and thermal properties than asphalt. Being lighter, transport is more manageable, with less costs and emissions. However, plastic waste roads can leach harmful chemicals into the soil and water reservoirs, so this circular solution is not entirely green.
10. Porsche and Circularise: Recycling plastics
Whole supply chain involvement in the circular economy is still infrequent, and it’s hard to ascertain claims of sustainability of material sources. Porsche has several suppliers and is interested in reducing plastics from raw materials during its final production phases to improve sustainability.
Circularise, a blockchain provider, partnered with Porsche and its suppliers to develop another great circular economy example. The “Startup Autobahn innovation program” is intended to digitalise materials and create a thread through the supply chain. As part of this program, Circularise developed patented blockchain technology for the automotive sector, where each batch of material carries information on its origin and sustainability.
This makes it possible to track materials and provide transparency for sustainability metrics like carbon footprint and water savings.
Porsche has been able to show that they use circular plastics sourced from leading recyclers like Covestro, Borealis, and Domo Chemicals:
- Borealis recycles post-consumer plastic waste using chemcycling to produce circular plastic that is food-grade, virgin quality, and can be used in demanding applications.
- Domo Chemicals has a line of eco-friendly polyamides produced from recycling, which meet all the automotive sector’s technical requirements.
- Covestro has developed polycarbonate grades from post-consumer plastic waste like automotive lighting, water bottles, and CDs.
The partnership between Porsche and Circularise made collaboration in the supply chain transparent and showed that Porsche could produce demonstrably sustainable cars to satisfy stakeholders.
Moreover, tracking materials and parts helped Porsche make informed choices to enhance the performance of future generations of production, support end-of-life recycling, and deepen its participation in the circular economy.
11. Circularity in the tire manufacturing ecosystem
The number of end-of-life tires (ELTs) is increasing as more vehicles hit the roads yearly.
Most tires are made primarily of synthetic rubber and plastic polymers that don’t decompose quickly. ELTs are a growing global problem, leading to pollution, carbon emissions, and health hazards.
In 2000, the EU introduced a series of directives to reduce the negative environmental impact of the automotive sector. Some of its stipulations were adopting a circular economy, recycling/reusing materials at a minimum of 85 per cent by weight per vehicle, and recovering at least 95 per cent by weight per vehicle.
Several leading tire manufacturers have responded by setting up individual initiatives, many focusing on replacing fossil-fuel-based virgin Carbon Black (vCB), which constitutes about 21-22 per cent of tires. Tire manufacturers can replace up to 20 per cent of vCB in tires with recovered Carbon Black (rCB) without any detrimental effect, limiting carbon emissions and ensuring less use of fossil fuels.
Four such collaborations and initiatives that engage supply chains are discussed below:
- Michelin and Bridgestone presented their shared vision in November 2021 to make tires 100 per cent carbon neutral and sustainable by 2050. To achieve this, the two companies are focusing on promoting the use of recovered Carbon Black (rCB) in the tire industry and addressing challenges like the absence of a global method to standardise rCB, new technologies, a fragmented market, and recycling capacity.
- Orion, a global supplier of vCB, wants to replace fossil fuel feedstock with 100 per cent renewable material and has set a schedule of milestones to be achieved between 2025 to 2050. They have already released a high-reinforcing rCB.
- Nokian tires aim to make tires with 50 per cent of recycled or renewable raw materials by 2030. Their new concept green tire unveiled in 2022 is made from 93 per cent sustainable materials, including rCB, recycled steel belts and wires from ELTs, and natural rubber.
- Goodyear wants to source its raw materials sustainably. As part of this strategy, they’re increasing the amount of sustainably grown soybean oil sourced to substitute petroleum-derived oil to keep tires pliable. Goodyear wants to replace petroleum-derived oil completely in its tires by 2040.
12. Contec S.A.: Circular products recovered from ELTs
Contec is a champion of circularity in manufacturing, another great circular economy example that can offer tire manufacturers sustainable raw materials. Based in Poland, we’re within a manufacturing centre providing materials and products for many industries like automotive, machines, and equipment.
Because of this, the country produces waste above the European average. According to a Circularity Gap Reporting Initiative report, Poland recycles only 10.2 per cent of waste back into production, so the manufacturing sector relies on virgin material for nearly 90 per cent of its production. The same report says Poland could double its circularity and reduce material consumption by 40 per cent and carbon emissions by half.
Using chemcycling, Contec transforms end-of-life tires (ELTs) into various reusable commodities like recovered Carbon Black, tire pyrolysis oil, and recovered steel.
Chemcycling
Contec uses pyrolysis, a chemcycling method, for material recovery from ELTs. Pyrolysis involves heating shredded tire rubber in an oxygen-free inert environment at high temperatures. Instead of burning, the chemical bonds that hold the polymers in synthetic rubber break down into component chemicals.
This process can recover about 85 per cent of materials in ELTs in the form of Carbon Black (ConBlack), oil (ConPyro), and steel (ConWire). The remaining 15 per cent is recovered as gas that Contec uses as a renewable and circular energy source for 100 per cent operation of its two lines in the plant at Szczecin.
- ConBlack is a sustainable alternative to medium-grade virgin Carbon Blacks from fossil fuels. The tire industry, which uses 70 per cent of the material, is expected to be the primary consumer of the recovered Carbon Black. Other sectors that can use this circular product are rubber, paints, pigments, geomembranes, and plastic.
- ConPyro, rich in aromatic hydrocarbons, can be a circular fuel for ships or feedstock for producing fine-grade Carbon Black and plastics.
- ConWire, a high-quality steel, can be used for tires or any other industry that needs steel.
Sustainability
Contec strives not only to produce circular products but also to make its process as sustainable as possible.
Pyrolysis can recover 85 per cent of materials in ELTs and produces little toxic waste or emissions, making it the most environmentally friendly way of recycling tires. Contec has further improved the process by developing a patented process incorporating molten salts as a heat transfer system to make the process safe for the environment and staff and produce consistently good-quality products.
Contec has reduced the secondary products’ carbon footprints by using ELTs thrown away as waste and replacing fossil fuels for energy.
- Recovered Carbon Black’s footprint is 439.17 kg CO2e/1t and 80 per cent less than virgin Carbon Black’s.
- The carbon footprint for recovered pyrolysis oil is only 399.75 kg CO2e/1t.
Contec is leading the movement towards a more circular economy in manufacturing and its process, energy generation, and innovative products. Contec can close the loop in tire production through its tire-to-tire model and help circular solutions in the automotive sector.
Get in touch to learn more about how our sustainable recycled solutions can help you join the circular economy manufacturing movement.
If you liked reading this article, we recommend the following content:
Circular manufacturing needs to reinvent N660
N660 Carbon Black is an important piece in manufacturing rubber tires and other products. However, its production has enormous environmental and health impacts, and industry leaders and policymakers must rethink this grade of feedstock if they envision a more circular future.
Finding sustainable pathways that can replace N660 has been challenging, but now some innovative products are on the market. In this article, you will learn about recovered Carbon Black (rCB), a sustainable option to make the tire industry more circular, and how its chemical and physical properties compare with N660.
What is N660 Carbon Black?
N660 Carbon Black is a granular, odourless, synthetic material produced by the oil furnace and lampblack methods.
N660 describes the grade and properties of virgin Carbon Black (vCB), including surface area, particle size, aggregate type, porosity, and surface chemistry. Understanding how these properties affect vCB’s performance can help find sustainable opportunities for N660. Let’s look at each property below:
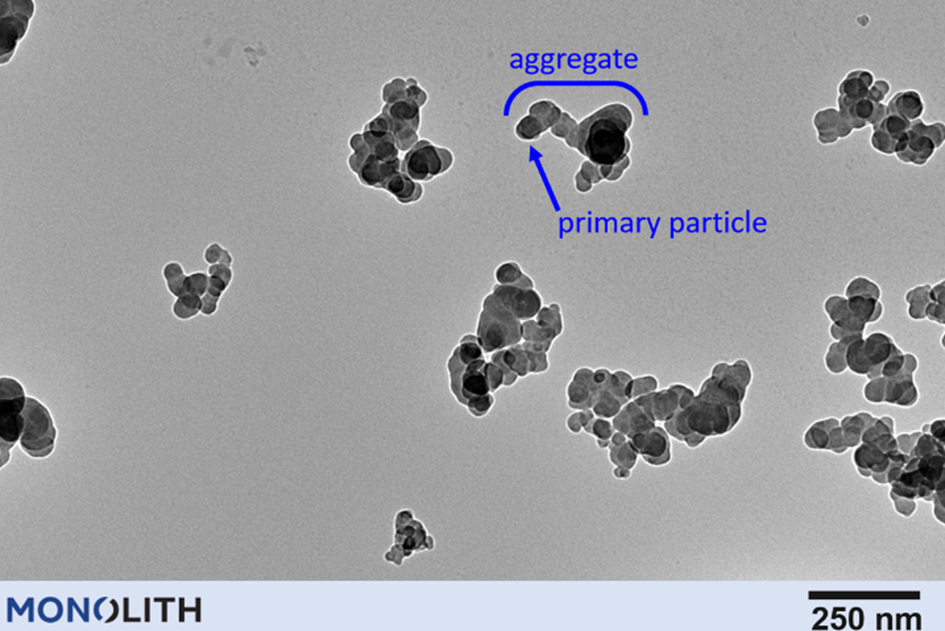
Figure 1: N660 is made of small spherical particles that form aggregates measuring 250 nm. (Image credits: Nature of Carbon Black Reinforcement of Rubber: Perspective on the Original Polymer Nanocomposite)
1. Particle Size
The particle size determines the reinforcing properties, tint or blackness, and dispersion. N660 has a 56-70 nm particle size and an associated surface area of 35-36 m2/g.
As N660 particles are intermediate in size, they work well as fillers for rubber. Since the particles are coarse, the tint strength is low: finer particle size improves intensity. Also, this grade of Carbon Black doesn’t deform easily and has a low heat build-up, which means it has low hysteresis.
Due to these properties, vehicle tires made with N660 suffer less loss of energy brought about by the deformation of tires.
2. Structure
Carbon Black particles form chains called aggregates. The length and shape of the aggregates determine the reinforcement, fluid absorption, dispersion, hardness, and rheological properties of different Carbon Black grades. The mean aggregate diameter of N660 ranges between 168 to 250 nm.
N660 has good modulus, dispersion, and hardness.
Rheological properties, which indicate particle flow within the aggregate, show how the compound expands between surfaces to influence electrical conductivity and viscoelastic behaviour.
Due to N660’s small aggregate structure, its viscosity is low and its elasticity is high. This lowers the mechanical energy loss/rolling resistance of tires made using N660.
3. Surface chemistry
Various elements, like oxygen, carbon, and sulphur, found at the surface of Carbon Black interact with other substances. For example, these elements bind and stabilise polymers in rubber. The surface chemistry of N660 changes under very high temperatures from 900 to 1200 oC, for example, by removing oxygen-containing functional groups.
4. Porosity
Carbon Blacks have pores within the structure that are a few nanometers in size. N660 has a closed or low porosity as the pores don’t open to the surface, which decreases its viscosity.
What is the specification of N660 Carbon Black?
N660’s coarse particles with a medium-low structure and low surface area have good reinforcement qualities such as tensile strength, dispersion, and elasticity; low viscosity; and one of the highest loading capacities of any Carbon Black. It’s important to remember that N660’s properties will differ depending on the manufacturing process, the feedstock used, and the heat treatment. You can expect to find a range of commercial N660 carbon specifications on the market, and sustainable sources must meet industrial standards to fully reduce the footprint of a wide variety of products.
Popular N660 Carbon Black use cases
N660 is mostly used as a filler to enhance the tensile strength of synthetic and natural elastomers (rubber).
Usually, high loading or using more Carbon Black in rubber formation reduces the tensile strength of rubber, as Carbon Black particulates will cluster together. N660 has the highest loading or phr (parts per hundred of raw elastomer), so N660 produces stronger rubber comparable to other grades.
N660’s properties are ideal for producing rubber products that require medium reinforcement but need superior dynamic properties of viscoelasticity, low heat buildup, good fatigue resistance, and good flex. Its only drawback is low elongation. For these reasons, N660 is used in producing semi-reinforcing parts of tires, such as inner liners, sealing rings, sidewalls, and cable jackets.
Production of non-tire rubber items, such as moulded and extruded goods uses N660 Carbon Black. N660 is also commonly used in paint pigments, plastics, and inks. Its low viscosity and tint make it ideal for mixing and use in coats.
N660 Carbon Black can also be an excellent fire-retardant in plastic composites, given its low porosity but good strength and dispersion.
Reimagining N660 in the tire industry
Tire manufacturing is the primary industry that uses N660, but its dependence on petroleum-derived vCB is no longer sustainable.
Producing vCBs harms the environment, consuming non-renewable fossil fuels and releasing 2.5 tonnes of CO2 equivalent per tonne of vCB.
Additionally, tire waste is a global problem. Current disposal and recycling methods of end-of-life tires (ELTs) pollute the air, water, and land, and also pose a health and safety risk to people.
Recovered Carbon Black (rCB) produced from ELTs is emerging as a low-carbon footprint alternative to vCB.
One such rCB, produced from pyrolysis improved by Contec’s proprietary method, can recycle 100 per cent of tire waste to recover 85 per cent of materials and reduce pollution. The carbon emissions of this process are a mere 439 kg CO2 equivalent per ton of rCB.
Contec’s rCB, known as ConBlack®, is a sustainable option, allowing tire manufacturers to close the loop to produce circular rubber and pave the way towards achieving low-carbon sustainability targets.
Sustainability in the tire industry
ConBlack®, like other rCBs, is a product produced by recycling a mixture of tires. Therefore, its properties are different from vCBs, requiring a separate grading category.
If rCBs, including ConBlack®, are to replace N660, they have to meet certain specifications, since each rubber type has its own recipe to produce prescribed features and requires Carbon Black with specific properties.
A novel study comparing rCB to N660 in the production of styrene-butadiene rubber (SBR) blends found rCB has potential as an alternative to N660. The study, published in 2020, used different ratios of rCBs with N660 and compared the performance of the Carbon Black in producing elastomers. The results show that, due to its dynamic mechanical properties, rCB can replace some of the N660 used in tires, but not all of it.
However, rCB’s differences from N660, and the presence of impurities present in rCBs from recycled tires, affect its potential as a carbon-friendly solution.
Mechanical properties
Testing showed that commercial rCB has a higher surface area but a lower aggregate size than N660.
- Aggregate size: During the tests, rCB aggregate size was 234 nm whereas the N660 was 315 nm, but both are within industry averages for N660. Moreover, the rCB retained its aggregate size and performed similarly to N660 during the processing and production of the elastomer mixture, when Carbon Black fracture can decrease aggregate size.
- Surface chemistry: The surface chemistry of rCB was similar to N660 even though it was more complex; it contained elements like aluminium, calcium, and zinc, in addition to oxygen, carbon, and sulphur, because of the many additives and fillers used to make tires.
Dynamic mechanical properties
The study found that rCB had a curing, hardness, dispersion, tensile strength, and tear strength comparable to N660, even though rCB had higher heat buildup and elongation at break when used in elastomers.
- Curing effect: The rCB had a higher viscosity than N660 but according to the gel content of SBR compounds, the curing effect of rCB (94.3 per cent) was similar to that of N660 (95.4 per cent), without any influence from the non-carbon elements in rCB.
- Tensile strength: In lower amounts, rCB produces tensile strength similar to N660. Higher amounts of rCB resulted in a 20 per cent fall in tensile strength M300 steel from 15.2 MPa for N660 to 12.4 MPa for rCB. This is due to non-carbon chemicals in rCB from tire wastes. Carbon Black with 20 per cent rCB and 80 per cent N660 had the same tensile strength as pure N660.
- Elongation at break: As rCB proportion increases and tensile strength decreases, elongation at break increases, showing that the rubber can withstand less strain.
- Tear resistance: Even higher amounts of rCB didn’t affect tear resistance that remained comparable to that of N660.
- Rolling resistance: The viscoelastic behaviour of rCB was similar to N660 or better. The tan δ at low (0°C) and high (50°C) temperatures were slightly higher for rCB, indicating an improved wet traction index and higher rolling resistance than the N660.
- Abrasion resistance: At 20 per cent rCB substitution, the abrasion resistance index (ARI) of 130.1 per cent was nearly the same as that of the highest ARI value (131.1 per cent) for pure N660. However, increasing the rCB amounts lowered the abrasion resistance, due to impurities.
- Heat buildup: The heat buildup increased when the rCB percentage was high due to impurities but was still comparable to N660 at lower concentrations.
The study’s insights show that rCB can replace as much as 20 per cent of N660 in a mixture without affecting the stress-strain properties of rubber, such as tensile strength and rolling and abrasion resistance of SBR compounds produced for tires.
Replacing 20 per cent of vCBs with ConBlack® can be a sustainable and circular solution for the tire industry. Get in touch to learn more about Contec’s sustainable solutions.
If you liked reading this article, we recommend the following content:
Insights at European Black Carbon Summit 2023
We’re happy to attend the European Carbon Black Summit!
It’s another essential event for the whole tire industry: two days to connect with tire and automotive industry leaders and discuss the future of recovered carbon black as well as its role in the market.
Our CEO and Business Development Director are sharing their market insights in a special talk and panel discussion. Join us at the summit!
- Date: June 14-15, 2023
- Place: Frankfurt, Germany
Learn from the Contec team
As a main player in the pyrolysis industry and passionate about collaboration and R&D, we’re glad to announce that our team will be part of two panels during the 2023 European Carbon Black Summit.
First, our Business Development Manager Przemyslaw Rakoczy will share his insights on how the industry can find solutions to combat these feedstock shortages in the future. Join him to ask your recovered carbon black questions!
Our CEO Krzysztof Wróblewski, on the other hand, will share his precious insights on the future of Carbon Black along with Tommi Pajala, COO and board member at Ecomation Oy. Together, they will discuss the regulations required for starting new rCB markets and their optimisation, exploring advanced CB applications, and improving the maximum capacity for rCB production.
Meet the Contec team
We’re excited to attend the event: this is a great opportunity to connect with Carbon Black experts from around the world about the future of the tire industry!
We believe it’s an opportunity to receive feedback and build relationships with all stakeholders. Cooperation is a strong foundation that will propel the entire industry toward carbon neutrality!
We look forward to seeing you there. Get in touch to learn more about our sustainable solutions.
The tire-to-tire model revealed
The tire manufacturing industry is transitioning to a circular economy by adopting a cradle-to-cradle approach.
The drive towards sustainable production comes from EU regulations, increasing shareholder pressure, and consumer demand for clean, green products. Hence, the industry is setting ambitious targets to close the material loop with a tire-to-tire model. Keep reading to learn about the methods the tire industry is using to reach its targets.
What is the tire-to-tire model?
The tire-to-tire model closes the material loop in tire production. End-of-life tires (ELTs), dumped into landfills or incinerated for energy, are now being recycled using various techniques to recover materials. These secondary materials from tire recycling are then used to make new tires.
Material recovery from ELTs happens through mechanical recycling, and most products can also find applications outside the tire industry.
The tire-to-tire model reuses old tire materials to make new tires. ELTs are a valuable resource, and several technologies can be used to recover the materials as alternatives to standard virgin fossil fuels-based raw materials.
Table 1: Components of tires.
(Credits: Study on End-of-Life Tires (ELTs) Recycling, Strategy, and Application)

As shown in Table 1, though composition varies across countries, natural rubber constitutes less than 30 per cent of the materials used to make tires. The remaining 60 per cent comprises petroleum-based synthetic rubber, virgin Carbon Black (vCB), and textiles and steel that are easy to recycle.
Careful research, planning, and management are required to recover these material components from ELTs and ensure they reach an appropriate end-use. In addition, policy support and awareness will also be necessary for all stakeholders, including the public, which are one of the primary consumers of tires.
A shift to a circular tire-to-tire manufacturing model will require collaborations upstream and downstream between manufacturers, retailers, consumers, and tire recyclers to ensure efficient material supply management.
Though material recovery has improved globally in the last two decades and is up to 94 and 95 per cent in the USA and EU, respectively, recycling has not kept pace with the number of discarded ELTs. Therefore, there is room for disruptors in the tire recycling sector.
Tire-to-tire developments: targets for circularity
Some of the tire-to-tire approaches and targets of various manufacturers are discussed below.
- Pirelli aims to manufacture select tires using at least 40 per cent renewable materials, three per cent recycled materials, and less than 40 per cent raw materials from fossil fuels by 2025. Its tires currently contain less than 20 per cent recycled and renewable components. Pirelli uses the recycled product recovered Carbon Black (rCB) and regenerates it from unvulcanised rubber. The company hopes to use more of these materials as the mechanical properties of recycled materials improve to match its manufacturing needs.
- The Michelin Group’s 2050 target is to produce tires entirely from recycled, biological, or renewable sources. Currently, 30 per cent of the materials used in Michelin’s tires fit into these categories. Michelin Group partners with innovative startups, companies, governments, and public entities to promote the tire-to-tire manufacturing model. The company has also started its recycling plant with a partner to recycle ELTs. The Michelin group is also radically rethinking tire design through R&D efforts by making 3D-printed airless tires that will completely change the look, manufacturing, and disposal flow of tires.
- Rubber crumb of 0.1 to 0.45 mm, produced from mechanical recycling, is used in rubber mixtures to make new passenger and massive tires. Reclaimed rubber can be up to four times cheaper than new rubber, and its use in tire-to-tire models is widespread across the globe. However, only 5-20 per cent of existing rubber crumb is used as an additive for manufacturing new tires. At these proportions, the curing properties of fresh rubber and crumb mixture change only moderately. Also, not all rubber crumb is useful for tire manufacture: smaller particles produce better mechanical properties than larger ones.
- Devulcanisation attempts have been successful only in the laboratory. The commercialisation of the technology has been historically difficult to achieve so far. Tyromer, a Canadian firm, is setting up a new pilot plant in Arnhem, Netherlands, which can devulcanise natural and synthetic rubber from car tires, and industrial rubber to new rubber. Devulcanisation breaks down the sulphur bonds that make rubber stiff and prevent it from melting. Consequently, devulcanised rubber has a flow and malleability that matches virgin rubber.
The role of recovered Carbon Black in the tire-to-tire model
Another recycled product that shows great promise for use in tire-to-tire models is rCB.
Carbon Black (CB) is the second major tire component (see Table 1). It’s used as a filler in natural and synthetic rubber mixtures, along with additives and chemicals. CB’s mechanical properties are crucial in making tires strong and durable.
Most CB in tires is vCB made from fossil fuel products. However, to make tire manufacturing circular, prominent tire brands are replacing some of the vCB with rCB. This move has become possible due to the development of modern tire pyrolysis technology.
Tire pyrolysis decomposes ELT rubber crumb by applying high temperatures in oxygen-free atmospheres to yield the component raw materials like rCB, steel, pyrolytic oil, and pyrolytic gas. Each of the pyrolytic products has a use in the tire-to-tire model.
rCB can replace 20 per cent of medium-grade vCB without affecting tire properties. The direct use of rCB in tire-to-tire manufacturing makes it a huge win. Moreover, since CB makes up around 22 per cent of a tire, replacing 20 per cent of fossil fuel-based vCB with rCB has positive environmental benefits.
The pyrolytic oil produced during the tire pyrolysis process can be used to make a large to medium-grade vCB, ensuring that even more components of tires are circular and sustainable. The steel can also be reused to make new tire rims and wires. Tire pyrolysis processes can recycle 85 per cent of an ELT’s components into materials and the rest into gas. This gas can serve as a renewable fuel for the pyrolysis plant.
Contec’s role in the tire-to-tire model
There are not many tire pyrolysis plants in Europe. One of these is operated by Contec, which developed its own protected pyrolysis process. Contec is actively involved in the tire industry to push it toward circularity. For example, Contec supports the RCB Rubber initiative by tire manufacturers, which aims to incorporate rCB in their tire-to-tire model. We also actively maintain regional collaborations with tire industry stakeholders to recycle ELTs and make circular products. Get in touch to learn more about our sustainable solutions.
If you liked reading this article, we recommend the following content:
Why is circularity crucial in manufacturing?
The circular economy is crucial to a more sustainable economy with manufacturing at the centerpiece of the narrative.
The United Nations Industrial Development Organization (UNIDO) states that the demand for materials and energy has continued to increase. This is because developed countries improve their living conditions, look to support their expanding populations, and grow their economies. In response, the manufacturing sector’s raw material needs are expected to double by 2050 to 180 billion tons.
According to the European Parliamentary Research Service (EPRS), a circular economy in manufacturing can be achieved by 2030 through the use of disruptive business models and technologies that will improve resource productivity by 30 per cent. Using secondary materials will secure raw materials supply and reduce import dependency and vulnerability to price volatility.
Developing a circular economy in manufacturing would make it less necessary to extract new resources. This would result in biodiversity protection, reduced pollution, less marine littering, and mitigation of climate change. The EPRS also predicts that circularity in manufacturing can create two million jobs in the EU and increase the GDP by 0.8 per cent.
In this article, we’ll see how the manufacturing industry can adopt more circular practices and become more sustainable in the process.
What are the circular economy principles?
The circular economy aims to reduce material use by preventing losses in the product lifecycle. It focuses on integrating end-of-life products to close technological and biological cycles in production and consumption, thereby keeping materials in circulation longer.
Circular economy manufacturing can contribute to a sustainable future by decoupling growth from environmental degradation and resource depletion while providing socioeconomic benefits. It uses secondary materials from end-of-life products or by-products instead of raw materials, reducing waste accumulation and extraction of new resources.
Manufacturers find reducing waste by going circular attractive. Because waste disposal is costly in several regions, like the EU, due to regulations. The circular model is an alternative to the traditional ‘take-make-consume-throw’ method of manufacturing and consumption, which leads to the over-exploitation of natural resources. Manufacturing by continuing these practices may be cheaper at present but isn’t viable in the long term. Moreover, the growing mountains of waste cause pollution and impact the climate.
Four circular economy principles can usher in a change in manufacturing by minimising waste. They are: Reduce, Refurbish/Reuse, Recycle, and Recover.

Figure 1: Circular manufacturing creates value sustainably by designing new durable products from secondary materials obtained from waste by following the 4Rs. United Nations Industrial Development Agency
What are the 4Rs in circular manufacturing?
The 4Rs in circular manufacturing are derived from the general waste management hierarchy that aims to reduce environmental impact and increase materials’ long-term value retention.
Application of the 4Rs starts by rethinking product design to integrate secondary materials in environmentally friendly production processes along with efficient waste management. The relevance and application of each of the 4Rs will vary and is industry-specific.
1. Reduce
Reducing material use is the first step, where the quantity of materials per production unit is lowered. According to Morseletto (2019), innovative design can increase manufacturing efficiency and reduce material consumption. Reducing materials can limit resource extraction and generation of waste at the end of the product’s lifecycle. The global material footprint needs to decrease by 80 per cent by 2050, according to Morseletto. Targets can be set for each material or energy type.
A PwC report found that in Germany, materials form 45 per cent of production costs and energy less than 5 per cent. However, limiting energy use is crucial if the source is fossil-fuel based. Several examples can demonstrate how manufacturing can reduce consumption and become sustainable.
The most striking example is the reduction of materials used for packaging.
2. Reuse/Refurbish
Reuse is the second use of a product or part that is in good condition and fully functional to produce new products. The old product is used for the original function, and reusing can extend the product’s lifespan and limit the production of new items. Refurbishing restores a product or components to upgrade or modernise it to achieve the desired quality and performance, according to Morseletto.
The PwC report considers reusing and refurbishing to have a potentially huge, and complex, impact on manufacturing. Reusing/refurbishing on a large scale will require consumer cooperation and changes to the supply chain, like reverse logistics and capacity building, to collect the used product. Disassembly, storage sites, and reintegration of parts will also need planning and further infrastructure.
An example of refurbishing is converting a combustion car to an electric one by changing the engine.
3. Recycle
Recycling involves converting end-of-life products or their parts into new secondary materials. It reduces waste, and the secondary materials are used to manufacture new original products in a closed-loop system or used in other industry sectors in an open-loop system.
Recycling is a fast-developing field in the world. It can have negative environmental impacts as the process involves transportation and energy use. Also, recycling composite materials can be challenging. Recycling is less complex than reusing and refurbishing. And it is fast becoming a valuable method of achieving sustainability when used to close the loop in manufacturing the same product.
According to Morseletto, countries like China, Japan, and Korea want to recycle 85 to 95 per cent of automotive parts, and the EU wants at least 85 per cent recycled or reused parts by weight in a vehicle.
Contec’s pyrolysis process of using chemcycling to turn end-of-life tires into valuable materials that can be used to make new tires, like recovered Carbon Black, oil, and steel, is a great example of recycling.
4. Recover
After exhausting all other possibilities for reducing waste, manufacturers can recover energy from the manufacturing process by incinerating end-of-life products. Recovery has the disadvantage of destroying the materials and requires abundant and cheap waste to be feasible.
Incinerating mixed plastic waste is a typical form of energy recovery since some kinds of plastic are challenging to recycle or reuse.
Why adopt the circular economy in manufacturing?
The top reasons to adopt the circular economy in manufacturing are cost savings, increased sales, gaining a competitive edge, and Environmental, Social, and Governance (ESG) compliance.
1. Cost savings
The resource reduction immediately translates into cost savings, regardless of which circularity principle a company uses. A manufacturer can save up to 60 per cent of the total material costs by reusing or refurbishing products, according to the PwC report.
According to EPRS,
- EU companies can anticipate 12 to 23 per cent of savings in their material cost. For the regional economy, that is an annual savings worth €250 to €465 billion.
- Using secondary raw materials instead of primary raw materials can result in 20-90 per cent energy savings and considerable water savings. Both are huge wins for the environment and society.
2. Creates additional value
Consumer awareness of the negative impact of manufacturing and fast consumption is increasing. So any circular product that can prove its sustainability through reputable ecological certification and labels gets a competitive edge. It can help companies reach and retain new market segments.
A 2021 Business Wire report says that a third of consumers are willing to pay more for sustainable products. The younger millennials and the Z-generation, whose segment of the economy is increasing, are willing to pay double that of older generations.
An average of 60 per cent of consumers consider sustainability a criterion for choosing a product. The preference is industry-specific and varies from 44 per cent for financial services, 61 per cent for automotive, and 74 per cent for energy utilities.
Sustainability is fast becoming an expectation, not an exception, according to Business Wire, and any company that is not sustainable risks losing its market segment.
3. ESG compliance
Countries worldwide are making ESG compliance stricter, and regulations require detailed information from companies.
Many companies fail to meet these obligations because they either assign ESG compliance to a separate department or each department has different policies. Instead of this silo method, using a holistic approach where sustainable circular economy principles are integrated into the business model can help. This will empower companies to be aware of their industry-specific environmental impact.
Circular business principles will be able to guide corporate governance and provide the necessary detailed information. Because ecological protection and social concerns are central to the manufacturing process.
Contec’s contribution to the circular economy
Contec uses circular economy principles in its production process. We tackle a major global waste problem created by landfilling or piling end-of-life tires (ELTs) by recycling them into new products.
Contec collects ELTs and shreds the tires to produce rubber granulates that can be used for rubber production, civil engineering, and pyrolysis. Using pyrolysis, a patented chemcycling process, Contec recycles 85 per cent of the ELTs it collects to produce recovered Carbon Black (ConBlack), recovered oil (ConPyro), and recovered steel (ConWire).
The remaining 15 per cent of ELTs provides gas that Contec uses to power the pyrolysis process as an alternative to fossil fuel energy.
- ConBlack is a medium-grade Carbon black that can be a sustainable alternative for virgin Carbon Black (vCB) produced from fossil fuels and would allow several industries to close their material loop. The primary sector is tire manufacturing for the automotive industry, which wants to make circular cars. The other sectors are chemical, plastic, and rubber manufacturing.
- ConPyro is a high-quality oil with 70 per cent of aromatic hydrocarbons and is 40 per cent biological in origin since truck tires use a high proportion of natural rubber. The oil can produce fine-grade vCB for tire and plastic manufacturing.
- ConWire is a high-quality steel cord and wire in the tires, 95 per cent of which is removed before pyrolysis and the rest after.
In the current situation, the manufacturing sector is expected to cut fossil fuel use due to supply disruptions and high prices. Contec’s products can support manufacturers in driving circularity and providing low-impact environmental-friendly commodities to replace carbon-intensive products.
Get in touch to learn more about our sustainable solutions.
If you liked reading this article, we recommend the following content:
Outlook: the price of carbon black
In 2022, several chemical manufacturers announced an increase in the price of Carbon Black in Europe and the Americas. The price increase resulted from a strong demand for the product and the high cost of manufacturing and transportation, both of which rely on fossil fuels.
The prices for petroleum products continue to be volatile due to supply chain disruptions that started during the pandemic and have worsened since the war in Europe. The automotive industry, already under pressure to decarbonise, now urgently seek more sustainable options that are environmentally friendly and a reliable source of Carbon Black.
Circular solutions: recovered Carbon Black and more
Other options for virgin Carbon Black (vCB), and the technologies to produce them, already exist. Pyrolysis of end-of-life tires (ELTs) uses waste tires as feedstock for thermo-chemical reactions to recover component materials—carbon char, gas, oil, and steel. The carbon char is refined further to produce recovered Carbon Black (rCB).
rCB has properties similar to several semi-reinforcing grades of Carbon Black. The rCB properties will, however, depend on the source and mixture of car and truck tires used as feedstock and the type of pyrolysis.
Consequently, the quality of rCB differs from producer to producer. Though no rCB is a 1:1 replacement for any vCB grade, they can be used instead of semi-reinforcing vCB grades, like N660.
Because waste tires, rather than fossil fuels, are used to produce rCBs, each tonne of rCB has over 80 per cent smaller carbon footprint than vCB and produces no air pollutants. Each tonne of rCB produced saves 1.5 tonnes of fossil fuels and vast amounts of water, leading to significant environmental protection and lowering carbon emissions.
By switching to rCBs, tire manufacturers can avoid the fluctuations in the price of virgin Carbon Black, be assured of a reliable, long-term, local supply, and reduce dependence on other countries.
Local rCB production based on tire recycling will improve sustainability by creating local jobs, following inshoring trend in the manufacturing industry.
Price of Virgin Carbon Black vs. Recovered Carbon Black
World events and demands have seen the price of a tonne of vCB reaching upwards to US$2,645 in North America in 2022. These prices are significantly higher than the previous year.
In the case of rCB, the price varies depending on the quality. But, as rCB is a new product, the prices of rCB are around 15 – 30 per cent lower than vCB to get over the entry barrier. Industry leaders expect that rCBs sustainability and positive environmental record compared to vCB will reduce the entry barrier and add sustainability premium on top.
During next few years, it’s not possible to produce enough rCB to replace vCBs. So the demand for rCB is and will remain more than the supply and keep its price on par or even higher than vCBs; this price development is likely to take several years.
Many leading manufacturers in the tire industry, which consumes 70 per cent of vCB, are setting targets to reduce emissions and increase circularity by including recycled materials in their products.
The demand for rCB is there; the problem is more one of supply.
The Recovered Carbon Black Market
The rCB market may be nascent, but it’s growing at a healthy rate.
Estimates of the global market size vary, and according to Business Wire, in 2021, is expected to grow at a CAGR of 11 per cent to reach a worth US$8,760.62 million by 2028.
According to Grand View Research, the demand for rCB is driven mainly by tire manufacturing, which used 71.4 per cent of the rCB produced in 2019. However, other industries traditionally using vCB grades are also turning to rCB.
Rubber production for the automotive, mechanical, construction, and pharmaceutical industries is the second largest consumer of rCB. Products range from rubber sheets, seals, and roofing material to gaskets, hoses, and conveyor belts.
The high-performance coatings industry also uses rCB to enhance the aesthetic and protective value of their coatings meant for the automotive and aerospace industries.
In 2019, the USA was the major consumer of rCB with a 38 per cent market share. The expansion of production has increased mainly due to recycling programs initiated by manufacturers. Europe is the second largest consumer of rCB, with a predicted CAGR of 31.8 per cent between 2020 to 2027.
The automotive and high-performance coatings industries have driven the demand so far. The Asia-Pacific region is the third largest market, with a share of 26.7 per cent.
Current challenges in the rCB Market
Every year, nearly 20 million tonnes of vCB are produced. One tonne of ELTs can produce 300 kg of rCB. However, the industry has to overcome several challenges to meet the present and future demands for rCB, for example:
- Developing industry standards
Due to the difference in technology, tire source, and mixture, the rCB quality varies widely. Moreover, according to the Grand View Research, rCB from different countries differs as the tire composition is different.
The rCB industry needs quality standards and testing procedures to meet consumer satisfaction. The American Society for Testing and Materials (ASTM) International workgroup 36 has been working on the task since 2017.
Contec is joining the workgroup to participate and provide input for this crucial task. Ultimately, two to three levels of quality are required to define Carbon Black specifications for manufacturing different products.
- Scaling-up production
Though the pyrolysis technique has been established as a good source of rCB, in Europe, less than five per cent of ELTs are recycled through pyrolysis.
There are very few plants, and they can’t produce enough rCB to meet even current demands. Currently, there are many pilot projects which are not industrial scale. Each plant will have to deliver up to 20,000 tonnes of rCB annually to move to the industrial phase.
Contec plans to deliver at least 10,000 tonnes annually. Only a few plants of this size, distributed strategically, would be enough to cover half of Poland’s ELT recycling needs.
- Quality technology
An appropriate pyrolysis technology has to be used to supply rCB of consistent quality in required quantities.
Several types of pyrolysis exist; many cannot produce consistently good quality rCB and suffer from a poor safety record. Contec has incorporated molten salts into the pyrolysis process and can produce consistently high-quality rCB.
The protected Contec process is safer to operate, and has a low environmental impact and carbon footprint.
- Securing funding
To take advantage of the existing momentum, rCB manufacturers must find and leverage funding opportunities to cover costs and build capacity to provide long-term strategies.
Contec has obtained timely funds and support from the Warsaw Equity Group to develop a novel pyrolysis method. Leveraging the funds, experience, and knowledge given by Warsaw Equity Group, Contec has started plant in Poland and is now one of less than ten European companies that offer pyrolysis for ELT recycling.
- Build collaborations
The rCB manufacturers can’t operate in isolation.
However, there is help at hand. In 2020, the automotive industry started the global Circular Car Initiative to encourage collaborations between stakeholders and increase circularity by closing loops and seeking policy changes.
Then there is the RCB Rubber initiative by tire manufacturers with the same aim. rCB manufacturers can leverage these forums to adopt a value approach across the entire value chain. They must also build collaborations to optimise inbound and outbound logistics.
The European Commission revised the EU Emissions Trading System (ETS) to include road transport. It’s part of the EU’s efforts to reduce carbon emissions by 55 per cent by 2030 as part of the Green Deal.
The new emissions trading system (ETS 2) can be instrumental in decarbonising vehicles and components if used to supplement existing policies.
- Quality and Stable rCB Production
Achieving sustainability in the tire industry is essential and is needed now.
The industry has to find sources to meet the demand for consistent, high-quality rCB in sufficient volumes for tires that ensure the safety of passengers.
Contec can help here. Contec’s pyrolysis process uses patented innovations like molten salts to solve many of the problems in pyrolysis, produces top-quality rCB consistently, and has an excellent safety record.
The company runs two plants in Poland and is seeking to expand operations. Get in touch to learn more about our sustainable solutions.
If you liked reading this article, we recommend the following content:
Sustainable industrial opportunities for carbon black
The tire industry is a major consumer of Carbon Black, using 70 per cent of the material.
The disruptions to Carbon Black supply chains, rising costs of the typical feedstock fossil fuels for producing Carbon Black, sustainability regulations, and stakeholder pressure have industry leaders concerned about the future of Carbon Black.
Luckily, there are sustainable options like a Carbon Black alternative, not as a direct replacement but with similar properties to Carbon Black, available on the market. In this article, you will learn about recovered Carbon Black as a sustainable option for several industries and use cases.
Types of Carbon Black
Carbon Black is a synthetic material made of 98 per cent carbon. Petroleum oil, gas, and coal tar are the common raw ingredients used to produce virgin Carbon Black (vCB) by burning the feedstocks at very high temperatures in reactors to vaporise the carbon. After cooling, the result is a paracrystalline spherical substance available as a powder.
Different manufacturing processes and feedstocks produce varying particle sizes, surface area, and aggregate structure, which define the properties of the vCB. So there are many grades of Carbon Black.
Tire manufacturing uses most vCB grades to stabilise and strengthen rubber products, such as tire treads, sidewalls, tubes, belts, and carcasses:
- Grades with smaller particles, such as N110, N220, and N234, have high reinforcing, abrasion resistance, and tear strength. These grades are used as reinforcing filler materials to make rubber elastomers that form tread.
- Medium to high reinforcing grades like N330, N339, and N550 are found in treads, inner liners, carcasses, and sidewalls.
- Medium reinforcing vCB grades like N660 and N770 have low heat build-up and prevent tire deformation. They’re suitable for sidewalls, inner liners, and sealing rings.
- Low reinforcing vCBs with high loading capacity and elongation are suitable for inner liners and belts.
- Carbon Black is also a pigment that colors the tires black. It also protects the tires from the harmful effects of ultra-violet (UV) light and ozone to extend tire lifespan.
The cumulative effect of vCBs makes tires safer and more durable for driving. There are 21.5 per cent and 22 per cent of vCBs in passenger and truck tires.
The use of fossil fuels to provide feedstock and energy for the manufacture of vCBs has increasingly become an image and compliance issue for the tire industry. Moreover, each ton of vCB produces around 3 tonnes of greenhouse emissions.
Recovered Carbon Black: a sustainable option
The tire industry needs new Carbon Black options that are sustainable to avoid the environmental problems created by vCB manufacturing and meet consumer demands for green products.
Recovered Carbon Black (rCB) can be a sustainable alternative to vCBs. Instead of new fossil fuels, rCB production uses end-of-life tires (ELTs) as feedstock in pyrolysis.
However, rCB is not a 1:1 replacement for any particular vCB grade.
rCB is a new, unique grade with its own set of properties. The American Society for Testing and Materials (ASTM) International workgroup 36, set up in 2017, is still developing quality standards for rCB.
The properties of rCB reflect the mix of passenger and truck ELTs used in pyrolysis. It’s close in its properties to N660 because this grade is found in significant quantities in tires of all vehicles. However, minor amounts of high reinforcing vCB grades found in tire components will also be part of rCB. Moreover, the chemicals in the waste tires will also make their way into the rCB affecting its properties.
rCB is a sustainable Carbon Black option because of its small carbon footprint and circularity. The manufacturing process of Contec rCB produces 2 tonnes fewer carbon emissions than vCBs. Whereas vCB requires 2 tonnes of sulphur-rich fossil fuels, 1 tonne of rCB can be made from just three ELTs.
Tire producers can solve their waste problems and use recycled materials in their tires to meet requirements set by the EU End-of-life Vehicles Directive by using pyrolytic products.
Pyrolysis at Contec
There are around 20 to 30 types of pyrolysis processes, but not all are created equal.
Conventional pyrolysis systems can’t guarantee consistency in the quality of rCB. Contec has improved the pyrolysis process with several innovations to make rCB of a consistent quality that meets stringent industry requirements.
The Contec pyrolysis process, which is a continuous type, can guarantee a high-quality Carbon Black option due to multiple strategies in the various stages of the process:
- The company has its own collection system to ensure that the ELTs are clean.
- The process uses a fixed mix of truck and passenger tires to maintain product consistency with 15 per cent of truck tires.
- Contec uses best-in-class industry shredder machines to shred the tires to get even small rubber granulates and remove steel to improve processing.
- Contec is the only rCB producer to use molten salts as a heat transfer medium to provide even, controlled heating of the tire scrap.
- A rotating auger makes sure that the waste tires have a similar residency time, which further improves quality. The uniform heating and residence time are responsible for the high and consistent quality of Contec’s rCB.
- Contec has a strict protocol of checking the plant before and during the operation to ensure there are no pressure buildups or gas leaks to prevent explosions and fire hazards.
- There is strict and continuous monitoring of the temperature and heating of molten salts, with a single switch control to quickly stop the process.
- Quality control is part of the process. The measures include sampling every 1-3 hours to check the operation and onsite-laboratory testing to ensure product quality.
- Finally, the rCB is milled to get the recommended size and later pelletized to produce 0.5 to 1 mm pellets that make handling easy and pollution-free.
- The pyrolysis process that Contec uses recovers 85 per cent of materials and produces only 439 KgCO2e/1 tonne of rCB.
So what is pyrolysis? It’s a thermo-chemical process, and the technique is several decades old. But its application to recycle tire waste to recover materials is new.
The tire rubber is separated from other components like steel, wires, and fabrics as part of the process. The shredded tires are then sent into a reactor, where Contec uses temperatures up to 510oC in an oxygen-free atmosphere to decompose the complex polymers in tires into simpler components.
The pyrolytic products of commercial interest are recovered gas, oil, Carbon Black, and steel.
Common recovered products from ELTs
Each of these four recovered products has a place in the tire industry’s circular economy.
- Recovered Carbon Black — Contec’s ‘ConBlack’ is a Carbon Black sustainable option. It can replace up to 30 per cent of semi-reinforcing vCBs, such as N550 and N660, to make new tires. These can produce inner liners, sidewalls, sealing rings, heavy-duty conveyors and transmission belts, and hoses. It can replace vCB up to 100 per cent for UV protection and produce non-tire items like rubber sheeting, roofing, cables, geomembranes, pigments, paints, and plastic items.
- Recovered gas — Gas is one of the first products formed in pyrolysis. Part of it condenses into liquids during cooling, but one part remains as gas. Contec has achieved fuel self-sufficiency using its recovered gas as fuel for heating the plant.
- Recovered Oil — Contec’s ‘ConPyro’ is the oil after refining and can equal virgin fossil fuels in quality. These sulphur and aromatic hydrocarbon-rich end-of-life tires derived pyrolysis oil (TDO) can replace fossil-based oil as feedstocks to produce high reinforcing vCBs. These vCBs can further increase the proportion of recovered materials in tires.
- Recovered steel — Contec’s ‘ConWire’ is retrieved before and after pyrolysis and can also be used again for producing new tires without loss of quality.
The tire industry is considering various options, including biological materials and recycled products, to replace fossil fuel feedstocks to produce Carbon Black alternatives.
Contec’s ‘ConBlack’, using ELTs as feedstock, can be a sustainable and circular Carbon Black option to traditional vCB because of its various proven uses and applications. Get in touch to learn more about our sustainable solutions.
If you liked reading this article, we recommend the following content: